,用來除去纖維上粘有的過多的樹脂
。成型模的溫度分布
,是經(jīng)過精心設(shè)計(jì)的,以實(shí)現(xiàn)拉擠料離開玻璃鋼拉擠模具后部端口時(shí)
,樹脂已完成固化過程
。在拉引機(jī)構(gòu)和切割機(jī)的前方,設(shè)有一個(gè)空氣冷卻段
,以冷卻溫度較高的拉擠制品
。玻璃鋼陽極管注射拉擠工藝方法有以下兩個(gè)優(yōu)點(diǎn):一是樹脂組分配料較為準(zhǔn)確,可利用計(jì)量泵連續(xù)計(jì)量
,以避免手工混合帶來的誤差
;二是樹脂浸漬槽,由開放形式變成了全封閉形式
,大大降低了樹脂濺散的可能性,從而改善了拉擠工藝的工作環(huán)境
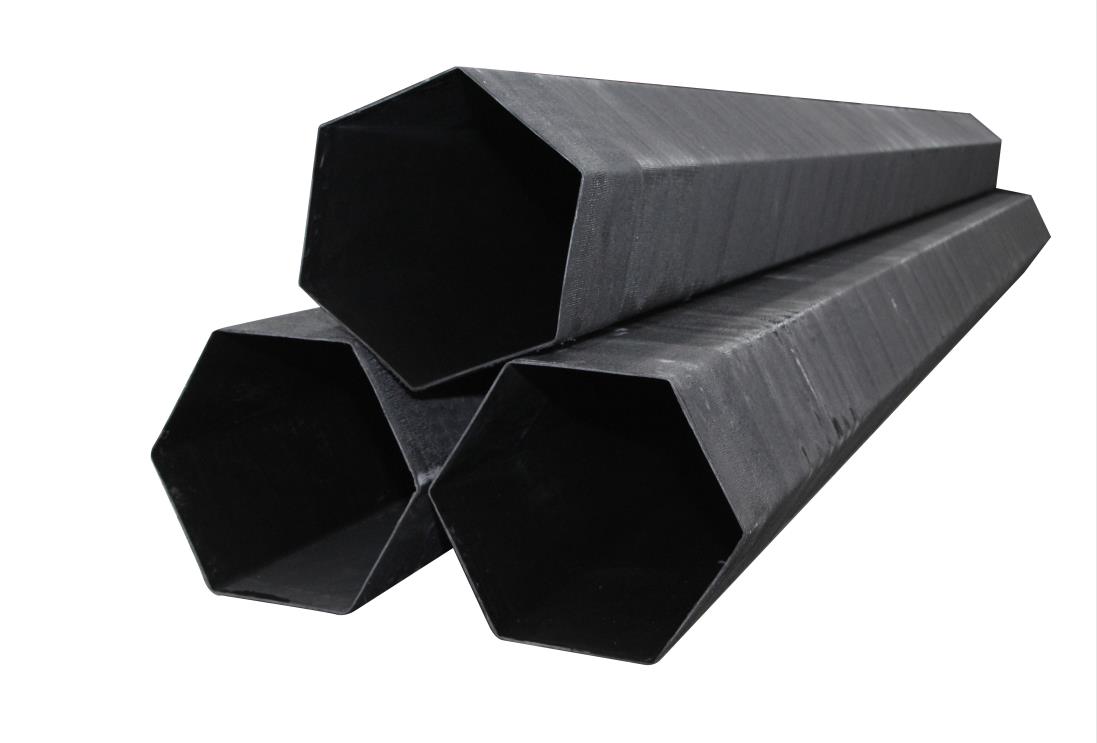
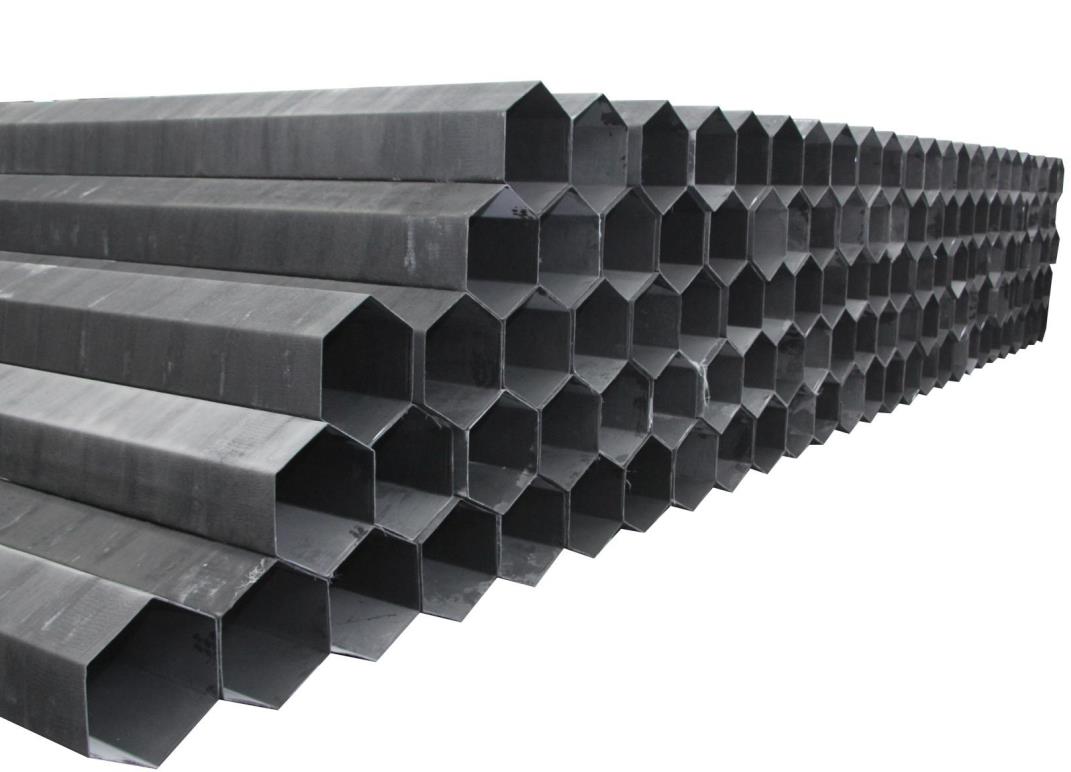
。玻璃鋼拉擠陽極管是一種工藝簡單
,采用擠壓成型的設(shè)備,它的材料種類很廣泛
,可以使用纖維狀的,也可以使用編織物或氈狀的
,其組分可以是玻璃纖維
,也可以是芳綸纖維、碳纖維或其他纖維材料的
。玻璃鋼拉擠陽極管采用拉擠成型的“I”“T”形等型材作為承載條
,以實(shí)心管材或棒材作為連接穿桿,通過裝配工藝而制成的帶有空隙的板材